***Pour revenir à la page d’accueil** ICI
Un super site de restauration de Berlinette
http://nanard289.unblog.fr/presenta...
Aout 2017
Belles modifications de Michel Camus sur un cache culbuteur de R5A.


Septembre 2010 l’aventure 1550 est terminée depuis longtemps. Comme il était comparable en performances avec le 1596, j’avais remonté ce dernier sur l’auto il y a quelques années. Et comme il encombre l’atelier je vais le "transmuter" en un 1800, qui devrait rouler au Printemps. Je vous tiendrai au courant de son développement.
Si quelqu’un a une culasse de R16TS et un arbre à cames de TS ou TX, merci de me contacter.
|
Deculassé en Septembre 2010, le
joint de culasse a encore son liseret rouge...
|



Et si vous voulez tous les détails de construction, voyez les photos ci-dessous.
Hors sujet : feuille de calcul Excel pour calculer le taux de compression réel en fonction de la longueur de bielle et du retard à la fermeture de la soupape d’admission.
Toujours peu hors sujet mais un site intéressant sur les Weber DCOE
http://www.fullpowerteam.com/tutoriaux-illustres-f58/carburateurs-weber-infos-t343.htm
Cet article n’est pas véritablement structuré : c’est une simple accumulation de photos à mesure de la réalisation.Mes "fournisseurs", mais il vaut mieux dire conseillers amicaux sont :Jean-Sebastien Vienne (Vienne Moteurs 92) et Michel Camus (93) pour tous les usinages. Tony Dal Molin (DMT 46) pour l’adaptation de la cloche R5 et du pignon à queue. Mecaparts (18) pour les pistons et soupapes. Autotecnica (92) pour les accessoires type durit silicone, pompe à essence... Dielmann (67) pour la pipe d’admission. Marc Lemoine, pôt inox sur mesure (14). Ce 1550 "en veut " ! Son comportement s’avère rageur, aux antipodes du coupleux mais plus paresseux 1596, à course longue.
|
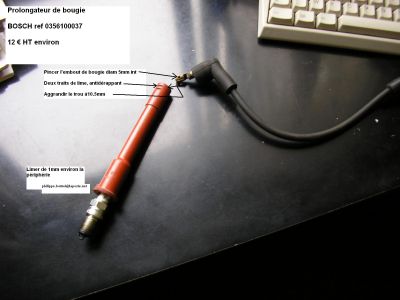
Enfin un embout correct qui permet
de monter les bougies dont l’embout ne se devisse pas. Il y a un peu de
boulot mais ça vaut la peine !
|
|
Le proto a explosé après 500km de
loyaux services. Il a servi de modèle à Marc Lemoine, pro du pôt, qui a
réalisé ce splendide engin en inox, reprenant la chambre de détente et
la partie absorption (laine de roche). Des rivets Pop en inox
permettent le regarnissage en laine de roche. Le son est parfait, grave
comme on aime...
|
|
Sortie droite.Peut être que
j’ajouterai un coude
|
|
L’index à une branche
indispensable à l’allumage statique (sans allumeur). Pour revenir à un
allumage classique à une seule bobine, donc avec un allumeur, il suffit
de visser le complément en tôle sur la vis à demeure. Pour plus de
détails, voir l’ article AEPL JUMO sur ce site.
|
|
C’est la fin de l’allumeur !
Avec cette double bobine jumo(provenance Ford) et un capteur mono
branche en bout de vilo (il identifie les cylindres 1 et 4, l’etincelle
des cylindres 2 et 3 étant générée par logiciel) la distribution de la
haute tension est purement statique. L’étape suivante sera une bobine
par cylindre
|
|
Un nouveau pot proto : le
precedent 100% à absorption, réalisé à partir d’un pot de Suzuki 850
etait vraiment trop bruyant. Je viens donc de terminer ce proto (il
faut compter un week-end et 200 litres d’acetylène). Il est plus long,
70 cm, réalisé à partir d’un tuyau de poel de diam 135mm, applati pour
former une ellipse de 10cm (petit axe, vertical). Les derniers 48 cm
sont à absorption, comme le precedent, avec un cylindre de tole
perforée de diam 50mm (trous de diam 5mm) et laine de roche .Mais il
comporte en plus sur les 20 premiers cm une chambre de detente. Le tube
d’entrée, pénètre de 8 cm dans la chambre de detente. Celle ci comporte
une paroi verticale de forme conique(pour eviter aux gaz de buter sur
une paroi perpendiculaire). 6 trous de diam 12mm sont percés sur le
cône.Un espace de 3cm se trouve entre le cône et le debut de la chambre
d’aborption.
Resultat : encore viril, mais nettement plus civilisé. Pas
vraiment légal mais pas non plus scandaleusement éloigné.
Source d’info :LVA N°1040 11/7/2002,article par François-Arsène.
|
|
Le cone dans le fond de la chambre
de détente, avec les 6 trous de diam 12mm.
|
|
Le fond de la parte absorption. Le
cylindre de tole perforée vient s’emmancher sur le bout de tube au
fond. L’espace annulaire est rempli de laine de roche.
|
|
Réalisation de trous de 50mm dans
de la tole de 10/10mm d’epaisseur : d’abord on perce à 12mm
|
|
Ensuite on enlève le centre au
burin, puis
|
|
on termine à la lime electrique
|
|
Alternateur de R8G, avec les
poulies en alu qui vont bien compte-tenu des règimes
escomptés !Noter la biellette de règlage avec rotules
Uniball : on fait dans le luxe mais au moins, c’est mécanique.
Conception et réalisation par Michel Camus.Le régulateur (mécanique)
est celui du 1600, d’ailleurs d’origine !
|
|
Biellette en place. Le règlage est
un jeu d’enfant avec le ridoire qu’il suffit de tourner puiqu’une des
rotules est à pas inverse.
|
|
Sur cette poulie en alu montage
d’un index rectangulaire en acier et d’un nouveau capteur Hall. Il
n’est plus à fourche comme l’ancien mais comporte aussi un aimant,
parallèle au capteur. Quand un objet ferreux passe à moins de 2mm de la
tête, il passe en saturation.
Noter le support de pôt d’echappement : silent-bloc vertical et un
simple fer plat boulonné sur le support moteur du 1600.
|
|
Pour régler la synchro des carbus,
on peut utiliser un depressiomètre connecté à une prise de depression.
On voit une telle prise sur le corps de gauche, alors que sur le corps
de droite, une vis BTR la remplace pour la marche normale.Rappelons que
le règlage de synchro a pour but d’aligner les papillons de façon à
obtenir une quantité d’air égale dans chaque cylindre, au ralenti et à
bas règime.Pour les hauts règimes, "ça se débrouille tout seul".En
VISSANT la vis de synchro, on OUVRE les papillons du carbu mené(celui
qui possède la vis de synchro) ce qui augmente le flux d’air à travers
ce carbu et DIMINUE la depression en aval de ses papillons.
Pour plus d’info voir l’article sur les règlages de carbus sur ce
site :
http://a110.free.fr/pages/technique/notes-g.html
|
|
A gauche, BTR de diam 5mm pour la
marche normale, à droite vis à tête hexagonale, percée et avec un tube
en laiton brasé pour la mesure de la depression. Tout ceci necessite
d’avoir préalablement préalablement percé et taraudé le carbu entre
papillon et tubulure un trou de diam 1mm qui débouche dans le corps de
carbu, suffisamment en aval du papillon en position fermée
|
|
Utulisation d’un bocal/manomètre
pour la mesure de la depression entre papillon et soupape d’admission,
à bas régime.
|
|
Détail du bocal.L’idée d’origine
vient de http://www.forum-auto.com/sqlforum/section25/sujet263262.htm
avec comme modification, l’utilisation d’epoxy au lieu de brasure.
C’est amusant et simple à réaliser.Le principe est de limiter la
hauteur d’eau à l’aspiration en jouant sur la flexibilité du couvercle
metallique du bocal : quand on aspire, l’eau peut monter dans le
tube car le couvercle se déforme sous l’effet de la pression
atmospherique(la deformation est visible à l’oeil nu). Dans la
pratique, vers 1500t/mn, la hauteur d’eau se limite à environ
30cm.C’est un succédané des colonnes à mercure dont la hauteur est
limitée par la densité de ce metal (environ 13 fois moins haut que
l’eau à depresion égale).La coloration verte est obtenue par l’ajout de
liquide de refroidisseement, mais l’auteur de l’article en reference a
raison, il vaudrait mieux utiliser du mercurochrome, plus visible.
|
|
En bas, jauge de
pression/depression, utilisable pour la pression d’essence (180 à 250
g/cm²) ou en depression pour la synchro des carbus. Dans ce cas, pincer
le tube en caoutchouc pour calmer les fluctuations de l’aiguille.
En haut, à mon avis ce qu’il y a de plus facile à utiliser, comparable
au célèbre Synchrotest, mais en plus sensible et sans effet perceptible
sur le flux d’air aspiré. C’est une jauge de débit d’air à palette,
hélas devenue introuvable.Contrairement aux depressiomètres que l’on
connecte à la sortie du carbu, ce type d’instrument se positionne à
l’entrée du carbu, au moyen des durits que l’on voit sur la gauche de
la photo.
|
|
Dommage de cacher cette sculpture,
mais la tempèrature dans le compartiment moteur chûte bien de 20° avec
cet isolant à base de fibre de verre. Prefèrer le 25mm de large au
50mm, c’est plus facile pour les coudes.Une fois coupé les 2 à 3 m pour
un tube, le tremper 5s dans l’eau et l’essorer avant de l’appliquer.
Lors du calcul de la longueur pour un tube, ajouter 30cm, vous ne le
regretterez pas !Noter la sonde Lambda 4 fils pour les règlages de
carbu mais j’ai peu d’espoir avec ce modèle standard déjà essayé, en
vain, sur le 1600 : en passant d’un gicleur de 130 à un de 150, on
mesure toujours plus de 1Volt, c’est à dire une richesse quasi maxi.
Si on veut faire des mesures sèrieuses, il faut une sonde de type UEGO,
dite aussi "proportionnelle", nettement plus chère, ainsi que
l’electronique qui va avec.
|
|
Ce magnifique 4-dans-1 a été
fabriqué à la demande par un spécialiste Normand.
|
|
La purge des circuits hydraulique
fait partie des problèmes jamais vraiment résolus.
Au premier plan, une valve de vélo gréffée sur le bouchon de reservoir
de liquide permet avec une petite pompe à main de créer une pression
sur le liquide et donc de l’aider à s’écouler vers l’étrier dont la vis
de purge est ouverte.Ca marche souvent très bien mais pas toujours. Je
viens d’essayer la technique par injection qui a permis d’enlever les
dernières bulles d’air recalcitrantes. On aspire la moitié du bocal
avec la seringue et on ré-injecte le liquide au niveau de la vis de
purge. Comme pour une piqure intraveineuse, il faut vider compètement
l’air de la seringue en la maintenant verticale vers le haut et
poussant le liquide jusqu’à disparition de toutes les bulles. Au moment
où on adapte la durit cristal sur le purgeur il faut ejecter (un peu)
de liquide pour éviter les bulles. C’est le seul moment critique. Au
pire, si une bulle est quand même créée, en gardant la seringue
verticale (vers le bas), la bulle monte dans le tuyau et on peut
continuer l’injection en la surveillant. Le resultat est vraiment
convaincant.Pour plus de détails sur les techniques de purge, voir la
rubrique technique sur ce site.
|
|
Et enfin le resultat d’un an (de
week-ends) d’effort !!
|
|
Noter les 4 prises sur chaque tube
du collecteur d’échappement. Elles serviront à mesurer la température,
le taux de CO,CO2 et la pression. Tout ceci avec B.Bourdon, l’ami
expert en carburation.
|
|
Purge : toujours pénible sur
le 1600, là elle devient quasi impossible sans ce système : la
colonne de liquide maintient la pression et surtout laisse échapper
l’air pendant toute la phase de chauffage et ouverture du calorstat.
Rappelons l’astuce qui consiste à aller aspirer à la bouche au niveau
de la durit de radiateur de chauffage : OK le liquide est amer
mais on gagne beaucoup de temps !
|
|
En gros plan le raccord du système
de purge : chambre à air de vélo+ Serflex. Au préalable du ruban
isolant a été entouré sur le filetage de la goulotte. Il y a intérèt à
être étanche car on est exactement à la verticale de la tête de
distributeur.
|
|
Clé à bougie. Comme pour la 1600S
c’est le seul "outil special" indispensable. Ici une superbe clé Facom
a été sérieusement modifiée par meulage, sciage et soudure. La baguette
DS 850 de chez Eutexia (voir plus bas) pour aciers hautement alliés a
été à la hauteur.Noter l’insert en caoutchouc indispensable pour saisir
la bougie, collé au Néoprène.
|
|
Pôt de moto Suzuki. Je ne sais pas
ce que ça donnera mais c’est amusant d’essayer !Dans un premier
temps, il est vidé et on garde la sortie, tube de diamètre inférieur à
20mm. Je compte installer à l’intérieur un tube de diamètre X sur toute
la longueur, percé type "mitrailleuse" avec de la laine de roche
autour.
On me recommande de prendre X=25mm mais je suis ouvert à toute
suggestion, merci d’avance à ceux qui peuvent me conseiller.
|
|
Noter l’aimant parallelepipédique
qui maintient le tube dans l’alignement du pôt en attente de pointage
|
|
Radiateur d’huile et son ciruit.
Le sandwich est vissé sur le bloc.
|
|
Montage des deux bobines. Il y a
un themostat sur le circuit du radiateur d’huile : il est censé
accelerer la montée de l’huile en température.
|
|
Montage du détendeur d’essence. A
droite le boitier d’allumage programmable AEPL.
|
|
Hélice à deux branches pour le
capteur Hall (il en faudrait 3 à 120° pour un 6 cyl. et 4 pour un
8cyl.).A droite, patte sur laquelle on visse le capteur. Reglage à 45°
avnt le PMH explosion du cylindre N°1.
|
|
Capteur Hall en place. Ce type de
montage a fait ses preuves sur le 1600 : la suppression des vis
platinées et des cames n’a que des avantages :parfaite regularité
cyclique (bien visible à la lampe strobo), pas de risque de
rebondissement, pas d’usure donc réglage toujours optimal du point
d’avance. On voit les 3 fils du capteur : le +12V, la masse et le
fil de signal en vert. Ce capteur à fourche possède un aimant dans sa
branche gauche qui sature en permanence le circuit Hall (sortie sur
collecteur ouvert). Quand une tole d’acier passe entre les deux, le
flux magnétique se disperse et le cicuit Hall s’ouvre.
|
|
Autant utiliser ce qu’on fait de
mieux comme chatterton : le ruban vinyle 3M 33+
|
|
Gaine extensible, utilisée sur le
cable de demarreur
|
|
En haut, cosse à fût cylindrique,
hélas la plus courante, mais tout juste bonne à amuser les
enfants : on a beau la serrer avec la meilleur pince, elle n’est
absolument pas fiable.
En bas la cosse à fût ouvert, la seule sérieuse.
|
|
Efficace car le fil est sérré à la
fois sur l’isolant et sur le cuivre.
|
|
...et avec un morceau de gaine
thermo-retractable (au decapeur thermique ou au briquet) on a un
resultat propre et surtout inarrachable (contrairement aux cosse à fût
cylindrique).
|
|
L’avantage d’avoir enlevé 27mm de
culasse est que même les cornets longs sont montables. On verra aux
essais la comparaison entre cornets longs et courts.
|
|
Il a suffi d’ajouter une durit
coudée à 90° et 5cm de tuyau rectiligne. Le tube portant le
thermo-contact des ventilos est conservé, en lieu et place, ainsi que
la durit avec le thermostat.
|
|
La goulotte de remplissage du 1600
a été conservée mais ré-orientée, avec une patte spécifique : ceci
dégage le carbu avant.Le Té d’origine a été remplacé par un Té courbe.
|
|
Vue d’ensemble de la cloche :
plaque de butée de cable,cable, levier, fourchette et butée d’embrayage
|
|
Pouur fabriquer l’âme du pôt, type
"mitraillette", technique moto, on enroule autour d’un tube de diam
50mm un tôle perforée de 10/10mm.
|
|
Le cylindre garde sa forme mais à
tout hasard on fixe les extrémités par un fil de fer.
|
|
Finalement on tasse la laine de
roche autour du cylindre de tôle perforée. Resulat des essais :
sans laine de roche, c’est quand même un peu fatiguant.Avec la laine,
il y a un net effet calmant et à l’usage, est-ce surprenant ?, le
bruit est vraiment style moto, ce qui etait bien le but recherché
|
|
Butée en place. Les ecrous au
dessus de la fourchette passent au mm près mais ça passe
|
|
Pour éviter les deux redoutables
goupilles quasi indémontables, on les remplace par des boulons de diam
7mm (qualité 8.8 c’est à dire 80kg/mm², limite d’elasticité à 80 % de
la rupture).Le taraudage se passe, heureusement, très bien, l’axe
devant être en acier classique.Merci à Tony Dal’Mollin et Dominique
Frossard, pères de cette idée. Il faut dire que sur les R5T, la
fourchette doit être déposée pour démonter la cloche !
|
|
Mise en place du moteur pour
pointage du levier d’embrayage. Il faut démonter la poulie de vilo.
Cette formalitée effectuée, la pose/dépose du bloc est une plaisanterie
du fait de sa faible longueur : il suffit de démarrer moteur au
sol, tourné à 90° vers la gauche (admission vers l’avant), le soulever,
le pivoter et il y a toute la place pour le pignon à queue
(contrairement au 1600). On rapproche ensuite moteur et cloche en
vissant une tige filetée (longueur 15 cm, diam 10mm) dans le trou de
fixation supérieur gauche du bloc.
|
|
Un moment délicat :
positionnement du levier d’embrayage AU BON ANGLE, c’est à dire en
contact avec la butée et levier parallèle au plan vertical du bloc
moteur. Il est pointé à l’arc dans cette position pour soudure
ultérieure. Bien conseillé par un grand pro, j’ai utilisé des baguettes
Eutexia DS 850, aciers hautement alliés. Une fois qu’on les a essayées,
on oublie les classiques baguettes au Rutile : le cordon est
brillant et surtout resistant !Il y a interet d’ailleurs car un
mécanisme taré à 350kg, avec une fourchette de 6 cm, cela donne un
couple de 20m.kg qui passe par la soudure...
|
|
Ce gabarit permettra de fabrique
d’autres leviers sans avoir à refaire le travail de pointage qui
necessite la pose/dépose du moteur etc...
Il est à la disposition des amateurs.
|
|
Commande d’embrayage terminée.
Rappel : on utilise le cable d’origine, qui d’ailleurs n’a plus à
croiser la poutre, mais vient directement sur la plaque de butée en
tôle, créée pour la circonstance. Noter l’entretoise de rigidification
qui vient s’appuyer au niveau du demarreur.
|
|
Centreur de disque de
fortune : foret de 12mm et quelques tour de ruban ahésif font
l’affaire
|
|
Le berceau moteur arrière impose
de rogner un peu dans le carter, rien de dramatique
|
|
Controle du voile du volant
moteur : inférieur à 5/100mm, bravo Michel Camus !
|
|
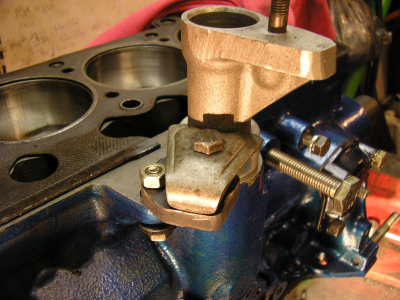
Cale en alu pour rehausser le pied
de R8G de 12.5mm. En outre il faut réaliser une plateforme pour
déporter suffisamment la vis de serrage de l’allumeur car la pipe
d’admission est dans le passage ! Je n’aurais jamais dû arraser la
culasse complètement...
|
|
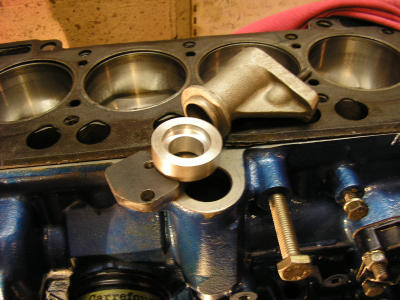
Le pied enfin prêt à recevoir
l’allumeur de R5A. Conclusion, LA solution est de garder la partie
support d’allumeur d’origine sur la culasse, avec une rondelle découpée
dans un vieux joint de culasse de R5A si on opte pour un joint plus
standard de R5T ou R18 etc.
|
|
On installe une pompe electrique
ruineuse et puissante, puis on continue à se ruiner pour installer un
détendeur pour diminuer la pression...
|
|
Centrage de la culasse par outil
spécial : pile AA de diamètre 14mm !Que l’âme astucieuse qui
m’a signalé cette astuce se manifeste, j’ai perdu son adresse
|
|
Découpe à l’emporte-pièce pour
aligner les trous d’eau de la culasse avec ceux du joint
|
|
Un grand jour : il a démarré
au 3ème coup de démarreur !
Noter le plastique au lieu du cache-culbuteurs, pour un problème
d’allumeur trop bas, voir çi-après.
Pas de fuite apparente ni de bruit suspect. Il prend des tours de façon
étonnante (rien à voir avec le 1596). Reste à voir ce que ça donnera
sur l’auto.
|
|
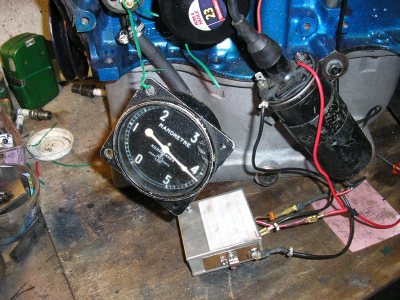
Mano à + de 4 Bars.Noter le
boitier Aepl, d’allumage programmable. Ici le Pic contenait une courbe
R230 standard.
|
|
L’arrière du montage de démarrage.
Vue l’absence totale de tubulure d’échappement, il valait mieux que le
démarrage s’effectue un 14 Juillet...
|
|
Voici pourquoi il ne faut PAS
couper de 12mm l’arbre de l’allumeur : il bute sur le
cache-culbuteurs ! On ne peut pas faire l’économie d’une cale de
réhaussement pour le pied de R8G.
|
|
Et voilà les premiers tours, au
demarreur, pour faire monter la pression d’huile (mano mécanique
branché sur un tube au niveau du capteur de pression d’huile). Il a
suffit de 5 à 6 coups de démarreur.
|
|
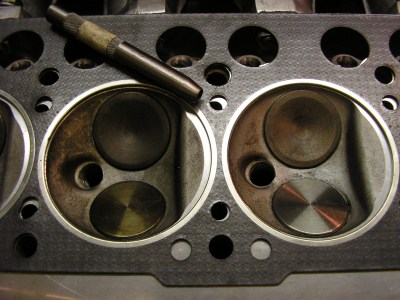
La levée de l’arbre à cames étant
sérieusement augmentée (11.2mm au lieu de 8.5mm d’origine) il faut
vérifier que les tiges de culbuteurs ne viennent pas frotter contre la
culasse. Pour cela on attache des bandelettes de papier indéchirable
(emballage de livres de la Poste, par exemple ) avec du Scotch, sur les
tiges.
|
|
On tourne le vilo sur deux tours
|
|
On voit bien la marque de
frottement sur le papier. Il va donc falloire fraiser les entrées des
trous de passage des tiges de culbuteurs
|
|
Fraisage des entrèes des trous de
passage des tiges de culbuteurs, coté chambre et coté culbuteurs.
La prochaine fois, j’y penserai plus tôt dans le remontage !
|
|
Pose des joints du carter
d’huile : 2 joints de paliers et deux joints en liêge. On commence
par les joints de paliers car leurs extrémités doivent être recouvertes
par les joint en liêge. Ils sont posés à sec, sauf pour une légère
couche de pâte sur la partie circulaire externe au moment où on posera
le carter
|
|
Pose du cordon de pâte sur le
bloc. Noter les 7 goujons, indispensables pour preserver les filetages
de la pâte.
|
|
Pose du joint sur le cordon de
pâte. ATTENTION lejoint côté échappement se monte très bien sur la
mauvaise face ! Ce n’est qu’aux raccords avec les joints de
paliers qu’il y a un léger décalage
|
|
Avec un ecrou sur deux ou trois
goujons, on serre modérément, puis on dépose carter et goujons :
le joint reste bien en place sur le bloc. Lors de démontages
ultérieurs, le joint restera aussi en place
|
|
Comme le bloc R5A Turbo, ce
bloc(R18) doit être fraisé (lime electrique) pour laisser le passage au
capteur de pression d’huile
|
|
Tout à fait hors contexte mais ce
truc est vraiment valable : une goutte d’acide ortho-phosphorique
permet de souder à l’étain sur une grosse masse d’acier avec un fer de
25Watts. Bien sur ce n’est pas hyper solide mais une connexion
electrique, par exemple, tient parfaitement.
|
|
Calage de la distribution :
piston 1 au PMH, repères sur le pignon vilo et pignon arbre à cames
bien alignés. Noter la poulie qui ne comporte plus qu’une rangée de
dents et la chaîne simple.
|
|
A ne pas faire ! Voir photo N°100 L’allumeur de R5A étant trop long de 12.5mm pour le pied de R8G, il faut l’amputer : ceci implique de percer un nouveau trou pour la goupille du toc d’entrainement. La difficulté est que ce trou doit être parfaitement perpendiculaire à l’arbre, d’une part, et aussi passer par le centre de l’arbre. |
|
A ne pas faire ! Voir photo N°100 Materiel pour percer bien en ligne : un étau de perceuse, un bout d’acier de diam. 10mm, idem l’arbre d’allumeur, des forets de 2,2.5,3 et 3.5mm. On commence par percer le bout d’acier à 2, puis on le sert bien parallèle à l’arbre dans l’étau et on continue le trou de 2 dans l’arbre. Puis en progressant de diamètre on termine à 3.5mm |
|
Pour l’étanchéité des pieds de
chemises, ni joint papier ni torique (manque de place) mais du
silicone...on croise les doigts !
|
|
Coussinets supérieurs de bielles
percés pour le trou d’aspersion d’huile sur les parois de cylindre
(technique utilisée sur les R5T)
|
|
Pour faire entrer les circlips
rien de tel qu’une cale en bois qui, contrairement au tournevis, ne
raye pas le piston
|
|
et si on ne tient pas à ranger
l’atelier pour (tenter de ) retrouver le circlips qui a sauté, il est
sage d’assurer le coup en travaillant sous un champ opératoire
transparent...
|
|
Le joint spi en bout de vilo est
positionné pour que sa lèvre ne porte pas sur l’ancienne trace. Dans le
cas présent il doit depasser d’un mm et non être poussè à fond de
gorge.Noter l’outil "special", une cale d’epaisseur de 4/100mm pour
faire passer la lèvre delicatement sur l’extrémité du vilo.
|
|
Detail du materiel :une cale,
ici en plexi mais c’est du luxe, un bout de corde à piano de diam. 1mm
et un marteau
|
|
La pose du joint spi d’arbre à
cames ne pose pas de problème
|
|
Culasse terminée : elle a été
rectifiée de 16/10mm ce qui correspondrait à 11/10 sur une culasse
atmo. Il fallait cela pour atteindre le rapport volumétrique de 10.6,
necesssaire pour cet arbre à cames
|
|
Verification du jeu entre la bride
et l’arbre à cames : 7/100 c’est bon, 6/100 mini et 11/100 maxi.
Pourquoi ce jeu est-il crucial ? parceque le bon entrainement du
pignon de pompe à huile en dépend et c’est un point faible connu de ce
moteur
|
|
Pour assurer le coup, tous les
joints sont enduits de Loctite rouge (en bombe, rend collant)
|
|
Le kit du parfait petit découpeur
de joints : papier special, cutter, planche en nylon(mieux que le
bois), emporte-pièces
|
|
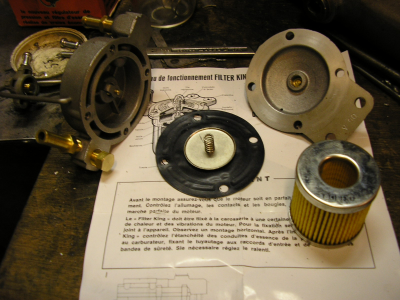
La pompe à huile de R5A Turbo est
du type Holbourn-Eaton, à rotors concentriques, idem celle du 1600S,
mais en plus petit. Noter la rondelle derrière la goupille pour
augmenter la pression. Si necesaire, on la remplacera par une rondelle
plus épaisse.
|
|
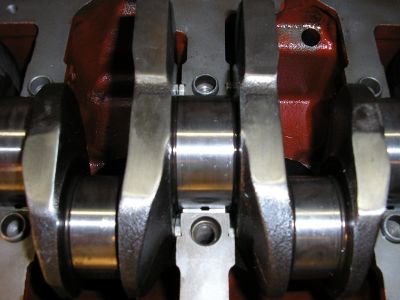
Cales "de latéral" qui en fait
règlent le jeu longitudinal du vilo, allez comprendre !On les
aperçoit de part et d’autre du palier central.
A noter le remontage et serrage au couple des 5 paliers de vilo , SANS
PROBLEME : il tourne parfaitement, ce qui n’est jamais gagné à
priori !
|
|
Le jeu longitudinal du vilo
autorisé est de 5 à 23/100mm. Ici on a 5/100 avec les deux cales neuves
Après consultation des experts, ce jeu est en réalité trop faible. Je
remonte donc une cale ancienne pour arriver à 10/100 mm valeur qui
semble à la fois confortable et universelle !
|
|
Toilage léger systématique des
coussinets , vilo et bielles, avant le montage final, au 1200
|
|
Mesure du volume de piston
dépassant dans la chambre. Contrairement à ce qui est indiqué sur la
photo 25, il FAUT utiliser la technique du piston au PMH et un cylindre
de capacité connue. La méthode à priori plus simple et plus élégante de
descendre le piston de 7 à 8mm (parfaitement connu au 1/100mm près)
pour ne pas utiliser de cylindre, n’est pas fiable ! On relève des
volumes toujours supérieurs de plus de 1ml et pire, les mesures sont
peu reproductibles ! Si quelqu’un peut m’expliquer pourquoi, je
serai intéressé...
|
|
Voici le profil final de la
calotte des pistons après une deuxième retouche
|
|
Pour bien découper les joints
d’admission, un petit cutter est idéale. J’avais pensé pouvoir les
usiner à la fraise, positionnés en place, mais le carton ne s’y prête
pas.
|
|
Pour insérer le pied d’allumeur de
R8G entre les deux pipes d’admission, il faut jouer de la lime
electrique : on tape dans les pipes, le pied d’allumeur et meme
dans la patte de fixation de l’allumeur pour dégager le passage à la
vis de synchro des carbus
|
|
Vincent Garcia
(vincentgarciafr@yahoo.fr) nous soumet cette belle réalisation de
culasse R5A, admission rabotée sur 27mm, mais il a conservé le support
d’allumeur. Pipes d’admission R8G, et surtout jolies bagues en alu
remplacant les ressorts d’espacement des culbuteurs
|
|
vincentgarciafr@yahoo.fr :
freinage des boulons de pipe d’admission
|
|
Pied d’allumeur de R8G. Il est un
peu court pour l’allumeur de R5A, une entretoise de quelques mm sera
necessaire
|
|
Une coupelle de soupape en
Zycral(alliage léger, moins cher que le titane, utilisé en aviation et
matériel d’escalade). On passe de 26.3g pour une coupelle en acier à
11.3g ce qui vaut vraiment le coup car cette masse fait un aller-retour
de 6 mm, 62 fois par seconde à 7500t/mn. Comme elles sont faites sur
mesure, on en a profité pour comprimer les ressorts (d’origine) de 1mm
en plus
|

|
Après fraisage, avant travail sur
les conduits d’admission
|
|
Pipes d’admission montées sur la
culasse fraisée
|
|
Cette pipe d’admissioon est bien
faite car la vis de synchro tombe quasiment au bon endroit
|
|
Fixation basse : avec des vis
de 8 assez courtes, on pourra visser l’écrou à l’extérieur, ce qui
permet de démonter une pipe d’admission SANS déposer la culasse . C’est
ce que je pensais MAIS, en réalité, une vis est trop longue et ne passe
pas : il faut une tige filetée et un écrou.
|
|
Les trois du haut pour enlever de
l’alu, efficacité decroissante.
Les trois du bas pour la finition. Noter le bouchon de liêge, traversé
par une tige filetée de diam 6mm, sur lequel on enroule une epaisseur
de toile emeri(120), maitenu par du ruban adhésif.
|
|
Une astuce : empiler 3
disques fins pour faire un disque épais, efficace pour enlever des
quantités moyennes de matière
|
|
Carter d’huile en alu refabriqué
pour Matra Djet. Ce modèle est pour les "grosses" lignes d’arbre, donc
R5A. Noter la tôle anti-déjeaugage ainsi que la prise latérale pour
capteur de température d’huile
|
|
Le marquage "MATRA" sera meulé
|
|
Orifice de vidange : j’aurai
préféré qu’il soit sur l’arrière du carter, comme sur la 1600S, pour
être moins vulnérable, mais on fera avec !
Je crois savoir que certains fraisent ce logement pour encastrer le
bouchon.
|
|
Berceau arrière renforcé par
cloisonnement. D’accord la peinture arrange bien les choses mais j’
espère quand même faire mentir le commentaire selon lequel "j’étais à
la soudure à l’arc ce que le Mac Do est à la gastronomie" !Oui,
l’intérieur est protégé : un liquide genre Frameto a été introduit
après soudure.
|
|
Pesée des pistons et bielles sur
balance sensible à 0.1g. Il est facile d’arriver à un égalité à 0.5g
près grâce à l’outil hyper efficace qu’est la lime electrique
|
|
Pipe d’admission pour Weber
40DCOE. Prévue large, on peut l’aggrandir pour des 45mm
|
|
Noter l’inclinaison de 5° environ,
necessaire pour les carbus
|
|
Utilisation d’une fraise au
carbure pour attaque la fonte d’alu. Noter la taille importante des
dents. De temps en temps on la passe sur une brosse metallique pour la
debarasser des copeaux d’alu. On finit à la toile émeri. Je me contente
d’une perceuse à 3000t/mn mais il vaudrait mieux tourner 3 fois plus
vite ou même plus.
|
|
Verification du jeu à la coupe des
segments, ici le segment coup de feu, 35/100mm, c’est peut-être un peu
faible pour un alèsage de 80mm. A voir avec les experts
|
|
Nettoyer à la toile émeri 600 les
portées de coussinets, bielles et paliers de vilo
|
|
Une astuce apprise auprès du grand
préparateur de moteurs Renault 1300 et 1600 des annèes 70, Jean-Louis
Leclère : casser toutes les arrètes vives où se rejoignent les
demi-coussinets. Ceci est facile et rapide à executer au grattoire de
mécanicien.
|
|
Même chose pour les chapeaux de
palier et les bielles.
|
|
Les bielles ont été rebaguées,
avec un decentrage vers le bas de 6/10mm, afin d’augmenter la garde
entre piston et collerette.
Sur la bielle verticale on voit le percement réalisé dans le pied de
bielle pour aider à la lubrification de l’axe de piston.
Sur la bielle horizontale on voit le percement réalisé dans la partie
haute de la tête de bielle, comme pour les moteurs de R5 Turbo.
L’huile sortant va aider à la lubrification et refroidissement du
cylindre. On n’oubliera pas de percer le coussinet à cet endroit.
|
|
Verification du jeu sur les
paliers de vilo et les bielles : on utilise un cordon calibré
(Plastigage), conçu pour couvrir la gamme 0.025 à 0.076mm.Sur l’arbre
propre et sec on en place 2cm environ, un peu en travers. Après pose du
chapeau de palier, serrage au couple et démontage, on mesure la largeur
du cordon écrasé avec une jauge appropriée. On en déduit le jeu entre
arbre et coussinet.
|
|
Serrage au couple, ici 6m.kg
(60N.m pour les puristes)
|
|
Enfin on mesure le cordon écrasé
avec la jauge imprimée sur l’emballage, ici environ 6/100mm. Rappelons
la formule donnant une approximation du jeu en fonction du
diamètre :
Jeu(1/100mm) = Diam arbre(mm) X 0.12 Ici 55 X 0.12 = 6.6 on constate
que Jean-Sebastien Vienne a bien travaillé !
On termine par un nettoyage à l’essence de l’arbre et du coussinet.
|
|
Pour renforcer le berceau arrière,
on soude une tôle de 25 à 30/10 ce qui referme le "U" d’origine.
L’opération est en cours , la qualité de la soudure s’améliorera à
mesure de l’avancement !!!
|
|
Pour la soudure en appartement, un
poste à découpage (inverter), petit, léger , ne consommant que 10A/220V
est idéal.
Il génèredu courant continu, facile à amorcer, et avec une torche
idoine, se mue en TIG. Pour le prix de deux pleins d’essence, ça vaut
le coup ! Diamètre maxi des electrodes:2.5mm
|
|
Verification de la rectitude des
tiges de culbuteurs avec un marbre (une vitre ou miroir, à défaut). Un
léger coup de marteau remet les choses en place.
|
|
Nouvelle position du radiateur
d’huile
|
|
Radiateur à huile. Il dégage de
l’aile arrière droite (par où l’air doit entrer pour alimenter les
carbus) pour aller s’implanter verticalement dans la jupe arrière (
montage style V85). Deux silent-blocs prolongés par une tige filetée de
diam 10mm le fixent sur la barre transversale arrière du chassis. Le
haut est maintenu par une patte en tôle et un silent-bloc dont l’ecrou
est caché par la plaque minéralogique.
|
|
Alimentation par pompe
electrique : pompe Facet(bleue ou rouge préférables au modèle
electronique), un regulateur de pression , les embouts qui vont bien et
de la durit de 7mm, compromis entre ces montages en 8mm et l’existant
sur l’auto en 6mm(idée de Fabio, Autotecnica, qui sait de quoi il
parle...)
|
|
Bridage du berceau arrière avant
soudure des toles de renfort(ep 3mm).Par chance les trous des supports
sont quasi dans le même plan. Il suffit donc d’un tube carré de 25mm et
de 4 trous(et boulons) pour brider l’ensemble avant soudure.
Probablement inutile si on soude au Mig mais je ne dispose que d’un
poste à arc et d’un chalumeau oxy-acetylénique( pas encore choisi entre
les deux).
|
|
Outre la modification du profil
des cames (Savoye S11), l’entrainement de l’arbre à cames passe en
chaine simple. Son pignon a été usiné à la périphérie (enlèvement des
dents pour qu’il rentre dans le carter de distribution plus plat) mais
aussi son moyeu a été aggrandi pour un emmenchemnt facile sur l’arbre à
cames. En conséquence, il a été percé et fileté en bout pour recevoir
une vis BTR à profil conique(idée et réalisation de Michel Camus). J’ai
en projet de lui substituer un pignon vernier(dit aussi à indexation)
pour jouer avec differents calages.
|
|
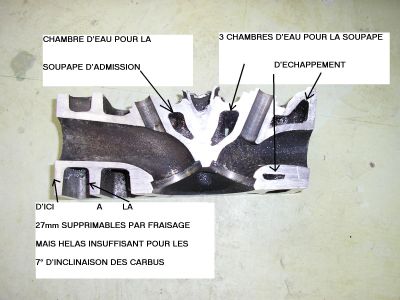
Culasse découpée au milieu de la
chambre N°1 (donc coté embrayage). Grâce à ce modèle on sait jusqu’où
aller trop loin dans le travail des conduits. Noter la triple
circulation d’eau autour de la soupape d’échappement (à droite).
|
|
Details de la culasse découpée
|
|
Les deux faces de la découpe. Le
guide à droite est celui d’admission, sensiblement plus court que celui
d’échappement.
On distingue la "chasse" dans la 1/2 chambre du haut, dont le rôle est
de créer une turbulences favorisant l’inflammatrion du mélange
air/essence
|
|
CONCLUSION : On a partout au
moins 5mm de matière SAUF dans les deux zones marquées en noir, du
conduit d’admission : 4.5mm seulement.
Dans la chasse on peut y aller allègrement, c’est du masssif.
|
|
Mesure du jeu piston/soupapes à la
Plastiline(pâte à modeler de qualité). On fait tourner le moteur en
passant une fois au PMH echappement, démonte la culasse et mesure
l’epaisseur minimale de la pâte : dans ce cas 3mm
|
|
Un truc connu mais bien utile pour
engager un taraud : se guider avec un écrou
|
|
Pour monter un tendeur de chaine
hydraulique sur le bloc de R18(tendeur mécanique d’origine) il faut
enlever le pion de centrage et contre-percer le bouchon en alu. Ceci
dégage le conduit d’arrivée d’huile, connecté au palier N°5
|
|
Materiel pour la mesure des
volumes : burette de 50cc, graisse, niveau à bulle, comparateur,
plaque de plexi avec deux trous, air comprimé pour sécher les volumes.
|
|
Mesure du volume du piston qui
pénètrera dans la chambre, en diminution du volume mort donc.
|
|
Mesure du volume de la chambre.
Noter le niveau indispensable pour que la bulle arrive là où on
l’attend !
|
|
A droite, joint de culasse
renforçé(Mecaparts). Noter les découpes pour grosses soupapes, inutiles
dans ce montage qui conserve les soupapes d’origine.
|
|
Un petit truc : pour
faciliter l’accouplement du moteur sur la cloche, visser (un tour
suffit) deux tiges filetées de 10mm avec un embout meulé en pointe.
Elles doivent être suffisamment longues pour depasser leur logement
dans la cloche, permettant ainsi leur devissage
|
|
Le levier d’embrayage doit être
ajusté avec precison sur son axe. Il est tourné de 180° par rapport à
la R5A
|
|
La butée de cable d’embrayage de
la 1600S est à droite. Pour le moteur R5A, il faut réaliser une butée à
gauche (plaque de tole de 4mm) et une entretoise qui vient prendre
appui sur la cloche (nez du demarreur)
|
|
Culasse fraisée sur 27mm, seul
reste le support du distributeur (preparation DMT). Il parait que le
raccourcissement des conduits d’admission n’est pas préjudiciable.
|
|
Culasse d’origine : les
conduits d’admission, à droite, debordent de 27mm
|
|
Chemise à collerette pour piston
de diamètre 80mm. La fonte GS a été préférée à l’acier pour son
coéfficient de frottement. La collerette assure une portée convenable
pour le joint de culasse.
|
|
Ces pistons n’obligent pas à
raboter le bloc
|
|
Un piston de diamètre 80mm pour
1440, base R8G. On notera l’usinage pour chemise à collerette. Il est
possible d’utiliser ces pistons pour un 1550 mais il faut alors raboter
le bloc de 3mm. J’ai préféré investir dans des pistons spécifiques
(Mecaparts)
|
|
Bloc d’origine pour chemises de
diamètre 77mm (1397cc)
|
|
Bloc alésé pour recevoir les
chemises de 80mm(1550cc). Il reste peu de matiére ! Plus de joints
torique ou papier, il faut faire l’étanchéité à la résine liquide.
|
|
Le bloc R5A, à gauche est amputé
d’origine de ses pattes de fixation à droite et à gauche.On prèfère
donc utiliser un bloc avec pattes, type R18 ou R9 ou encore Volvo, bien
qu’il soit tout de même possible de garder un bloc R5A
|
|
La queue de boite a été adaptée
pour coupler une boite 364 ("grosse" boite) à un bloc Cléon fonte, via
une cloche R5Alpine.
DMT a réalisé ce montage
|
|
Les 4 paliers d’arbre à cames
doivent impérativement etre bagués
|
|
Le trou de redescente d’huile vers
le carter est aggrandi de. Il passe de 6 à 8mm.
|
|
Capteur de pression d’huile Le
banjo est indispensable pour l’ éloigner du bloc (sinon il bute au
vissage)
Le tuyau d’alimentation en huile du turbo est coupé
puis fileté et bouché par une vis de 7mm On gagne au passage la
possibilité de brancher un
mano mecanique pour verifier la precision d’affichage
du mano electrique.
|
|
Essai d’allegement de culbuteurs
Le grand passe de 102g à 96.5g, le petit de 93.4g à 88.9 g
Est-ce de la sodomie de diptères ? En tous cas, c’est rapide à
faire (percements sans problème et lime electrique)environ 20mn.
|
|
Modification des poussoirs : Percer à 19 mm du haut un trou de diam 4mm pour laisser s’écouler l’huile (allègement). A la meule faire une rainure SANS aller jusqu’à la surface d’appui de la came. |
|
A la meule, aggrandir le haut du
poussoir pour autoriser une plus grande inclinaison des tiges de culbu.
En effet l’arbre à cames lève maintenant de 11.2mm au lieu de 8mm
d’origine.
|
|
Verification de l’augmentation
d’inclinaison de la tige de culbu
|
|
A en croire cet excellent ouvrage,
on peut aller beaucoup plus loin, particulièrement dans l’allègement
des poussoirs.
Quelqu’un a-t-il de l’experience dans ce domaine ? Merci alors de
rediger un commentaire
|
|
La goulotte d’huile doit être
raccourcie. La chasser, couper 30mm et la remettre.
|
|
Montage sans soudure pour les
silent-blocs de support moteur. On verra à l’usage s’ils peuvent rester
ainsi, ou si vraiment il faut les souder au chassis.
|
 - Feuille de calcul pour taux de
compression en fonction du rapport volumétrique, longueur de bielle et
RFA
- Feuille de calcul pour taux de
compression en fonction du rapport volumétrique, longueur de bielle et
RFA
Je vais monter un moteur pour ma Daf en utilisant ds pistons de 16 ts - qu’en pense tu .. ?
Le problème de l’étanchéïté entre chemises et bloc est il résolu par la résine - J’ai discuté avec Qq qui a refait un R5A et qui y a mis de l’antigel normal, les joints de base (O ring) ont étés bouffés par celui-ci
Extremement intéressant !! J’ai déja travaillé sur des 1400 Volvo et me pose une question : pourrais-je en coiffer un avec une culasse de 5a atmo sans avoir a toucher au bas moteur ?? j’ai peur que les soupapes touchent aux pistons... je ne sais pas si un rabotage serait autorisé et quel arbre a cames monter.
En tout cas BRAVO !!!
Salut,
Plus je vois l’avancement et plus je me dis que l’entretoise de R8G n’est pas la meilleure solution. Toutes mes excuses, je me sent responsable d’avoir suggéré cette solution sans en avoir véritablement mesuré les conséquences.
Une entretoise "façon R8G", avec les cotes spécifiques R5A, pourrait faire l’affaire mais ça demande d’avoir les dites cotes et de connaitre quelqu’un qui pourrait se charger de l’usinage.
Ce qui m’amène a me demander si lors de l’usinage de la culasse, il n’est pas souhaitable de conserver le puit de l’allumeur ?
Enfin, là où tu es rendu, il ne semble plus y avoir d’obstacle qui puisse t’empêcher de goûter pleinement aux "courses courtes" de cette mécanique. A toi les montées en régime rageuses et les rétrogradages à la volée.
Salut,
Ah cet Matraciens ! Leur carter ressemble en bien des points à celui de chez Ferry. C’est dommage qu’ils n’aient pas repris les emplacements des sondes ou vidange (il y a deux filetages) qui sont positionnés latéralement et vers l’arrière.
L’effacement du "Matra Sport" c’est le juste retour des chose après l’odieuse captation par Matra du "prêt" gouvernemental pour la F1 de 1967.
Sinon, elle est bien belle cette culasse avec ses guides en bronze, je suppose que les sièges ont été rectifiés, à moins qu’ils n’aient été remplacés eux aussi.
As fait un choix pour les ressorts et coupelles et que prévois-tu au niveau des rampes de culbuteurs ? On doit pouvoir faire mieux que les ressorts, mais je ne sais pas trop comment.
En tous cas bon courage pour la suite et j’ai hâte d’avoir tes impressions sur le comportement dynamique de l’auto ainsi gréée.
bonjour,diamétre des carbus ?pour ma part polissage complet des bielles, des culbuteurs ,des conduits d’admission.il y a un turbo modification du graissage ?controle de la pression du turbo ?est il possible d’avoir le diagramme d’admission et échappement ? Si j’ai bien vu c’est les soupapes d’origine ou je me trompe ?POur les guides ce n’est pas mécanique de les réduire et cela n’apporte pas de gain véritable si ce n’est des ennuis.Et les bielle sont elles d’origine ? trés interessant ce site
Cordialement Corto60
Quel est le but recherché par la réduction des conduits d’admission ?
Comment aprés un tel usinage sur la culasse fixer l’allumeur ?
Pourquoi remplasser le tendeur de chaine mécanique par un tendeur de chaine hydraulique ?
Tout simplement recuperer 30mm entre le premier carbu et le chassis, ce qui permet de loger une trompette de longueur honnête.
Pour ceux motivés par le look, cela fait ressembler la culasse à celle d’un 1300G.
Pour fixer l’allumeur on se debrouille avec une patte specifique.
Bonne question pour le tendeur ! Peut-être parceque j’y suis habitué, c’est le montage du 1600 !
Ahh, les voilà mes question, je les ai retrouvées !!!
juste pour dire qu’il est pas facile de retrouver les questions et réponses, un petit espace simple d’acces, c’est possible ? je maitrise pas trop, c’est pour ça.
Je prépare également un 5 alpine en ce moment mais sans changer de cylindrée.
Je reste avec un tendeur mécanique pour consrver de la pression d’huile et surtout pour éviter les variations de tension de chaine de distribution dépendante de la pression d’huile.
J’ai, remplacé les guides de soupape en fonte par des guides en bronze plus courts, arrasé les bossages dans les conduits d’admission et echappement, aligné les conduits avec les joints d’adm et echap et polissage.
Les coupelles de ressorts de soupapes ont été refaites en titane, permettant de passer de 25grs/pièce d’origine à 11grs en titane afin de favoriser les hauts régimes et de repousser le moment ou s’affollent les soupapes.
J’ai aussi allégé le volant moteur (-3.5Kg) et l’arbre à came est un N°18 ferry. Ne pas oublier d’agrandir les passages des tiges de culbuteur au niveau de la culasse, sinon ils touchent.
Voilà quelques infos sur mon moteur en cours de remontage.
vincent
Variations de tension avec la pression d’huile ? Là je pense que les ingénieurs de Renault y ont pensé. Fermons (temporarement ? ) le débat en disant que c’est une question de goût ! Bonne chose que les guides en bronze, ils sont montés d’origine sur la culasse R5A Turbo. Arrasage des guides dans les conduits : là tu n’y vas pas de main-morte ! C’est très tentant et simple à faire mais de l’avis general, on perd en fiabilité à moyen terme, la soupape étant moins bien guidée, et refroidie. Cela dit si tu arrives disons à 10 000km sans ennuis de soupapes, je me lancerai... Pour le polissage il y a deux écoles : poli mirroir ou au contraire laisser une légère rugositée pour créer une mince couche tourbillonaire, isolant la veine centrale de la paroi. Qui a raison ?? Je pense que je viendrai aussi aux coupelles allégées mais plutot en Zycral(alliage aeronautique, moins cher que le titane) Pour l’arbre à cames j’ai hésité entre le Ferry 18 et le Savoye 11. J’allais le jouer à pile ou face quand les avis de quelques utilisateurs ont fait pencher la balance vers celui qui aurait un peu plus de couple à bas régime (à vérifier). Allèges-tu aussi le vilo ? Ca parait logique au point où tu en es Et l’allumage ? Ce moteur meritera bien un allumage programmable pour valoriser un tel arbre à cames.
As tu des photos à m’envoyer à philippe.loutrel@laposte.net ? Merci d’avance
ATTENTION
Contrairement à ce que tu peux dire au niveau des photos, réduire la longueure des conduits d’admissions à une incidence sur le comportement du moteur ! On choisira en fait entre :
CONDUITS COURTS pour favoriser le taux de remplissage à haut régime et donc la puissance maxi, et CONDUITS LONGS pour favoriser la souplesse d’utilisation et le couple à bas régime ;
a étudier donc en parallèle du choix de profil d’arbre à came pour ne pas mettre un AC amenant de la puissance maxi avec une architecture moteur favorisant le couple. Cela serait contraire à une homogénéisation du comportement moteur.
En résumé on fait tout pour le couple ou tout pour la puissance maxi. Quoi que, un moteur reste toujours un choix de compromis pour atteindre un comportement souhaité et on peut alors mélanger les idées pour faire un moteur à mi-chemin. Reste à s’assurer qu’une transfo contraire à une autre dans le type de comportement ne vas pas faire perdre le bénéfice attendu...
A vos neurones, je reste dispo à grandprix.voiry@wanadoo.fr
Ps : Je prépare actuellement un 1596 aussi poussé que ton moteur, je suis donc dans le vif du sujet !
Arnaud
Bonjour et bravo pour votre article
J’ai réalisé plusieurs modifications de blocs Cleon montés sur des Daf - Comme j’ai vendu ma 55 équipée d’un Volvo 1400, AAC 286 culasse home made et 1 weber de 40 monté sur un collecteur Admission /échappement ex usine Daf . J’ai aussi un carter 4L en alu "Matra Sport" mais j’ai toujours eu des suintements d’huile entre carter et bloc malgré plusieurs démontages/remontages et différentes pates - avec le carter tôle, je n’avais pas de problème
J’ai regardé du coté des R5A bien sur, mais, comme vous il me faut utiliser un bloc Volvo à "papattes et passer les pièces du 5A vers ce bloc.
Il y a une chose qui m’étonne dans votre réalisation, c’est la présence d’axes de pistons coulissant dans le pied de bielle - dans le Volvo ,l’axe est prisonnier de celui-ci est ce différent dans le 5A ?? J’avais envisagé un montage avec des pistons de VW, et des cylindres Renault réalésés - vos pistons ressemblent aux Mahles utilisés sur les VW
Je pense remonter une 66 avec un 5A - j’avais pensé utiliser un 5AT en 1440 avec une culasse 5A me permettant de retrouver un RV convenable avec l’avantage des pistons forgés - Qu’en pensez vous ?
Une autre chose qui m’intéresse dans votre montage est le rabotage latéral de la culasse , chose que je n’aurais pas osé personnellement, car dans la Daf, il y a aussi un problème de place
salut - j’ai raboté ma culasse latéralement et je pense faire des pipes personnelles en tubes d’acier - Etant donné que je puis utiliser la durite de retour chauffage éventuellement comme réchauffeur, y a t’il un problème à utiliser des tubes d’acier ?
secundo, il est pratiquement impossible de raboter ma culasse, le bord des sièges de soupapes d’admission est a peine à 1mm du bord !!
salut - j’y arrive tout doucement - j’ai trouvé des pistons et un AAC mais quelle est la hauteur mini de la culasse ??
Pour finir j’ai monté des pipes de R8 G - il va encore falloir jouer de la dremmel mais tres peu - par contre, l’espace entre les pipes va me permettre de monter des carbus "normaux" c-à-d sans axe soudé coté syncho
Salut Philippe,
j’ai un problème d’infiltration d’eau, je crois que ca vient par les bases de chemises - j’ai utilisé des o-ring et de la pâte noire qu’est ce que c’était la résine que tu as utilisé ? Pour en mettre suis je obligé de retirer les chemises ou va t’elle suivre le trajet de l’eau ? Merci car je suis emm..bien a toi